
In het hart van de machinebouw en meettechniek bevindt zich een fundamenteel instrument: de gietijzeren meetplaat. Deze vlakke referentie-instrumenten zijn onmisbaar voor nauwkeurige werkstukinspectie, precieze markeringen en dienen als stabiele referentiepunten voor de instelling van werktuigmachines. Bij ZHHIMG® gaat onze toewijding aan ultraprecisie verder dan onze befaamde granieten producten en strekt zich uit tot de strenge normen die gelden voor alle essentiële meetinstrumenten. Inzicht in het nauwgezette proces – van gieten tot installatie – is van cruciaal belang voor de kwaliteit en levensduur van dit essentiële onderdeel van de werkplaats.
De gieterijdiscipline: voorzorgsmaatregelen bij het gieten van gietijzer
De productie van hoogwaardige gietijzeren oppervlakteplaten begint met uiterste discipline in de gieterij. Operators moeten zich strikt houden aan een gecontroleerd procesverloop dat gericht is op eenvoud en uniformiteit. Dit houdt in dat mallen worden ontworpen die het aantal scheidingsvlakken en zandkernen minimaliseren, terwijl optimale lossingshoeken en vloeiende overgangen in wanddiktes worden gegarandeerd. De keuze van een geschikt gietsysteem is cruciaal; dit moet zorgen voor een sequentiële stolling, wat leidt tot een uniform gestructureerd, spanningsarm gietstuk.
De kwaliteit van het vormzand heeft een directe invloed op het uiteindelijke gietstuk. Het zandmengsel moet een uitstekende doorlaatbaarheid, natsterkte, vloeibaarheid, plasticiteit en vervormbaarheid bezitten. Dit wordt bereikt door de volgorde van toevoeging van de materialen strikt aan te houden – oud zand, nieuw zand, klei, steenkoolpoeder en water – en de mengtijd nauwkeurig te controleren op zes tot zeven minuten. Het gemengde zand wordt vervolgens laten rusten en gezeefd om de doorlaatbaarheid en vloeibaarheid te verbeteren alvorens het te gebruiken.
Het gietproces zelf vereist onwrikbare concentratie. Gesmolten metaal moet op de juiste manier worden geënt en grondig worden ontdaan van slakken voordat het gieten begint. Een continue en stabiele stroom is essentieel om defecten zoals zanderosie en de vorming van zandgaten te voorkomen. Snel reageren op eventuele lekkage is noodzakelijk om ernstige defecten zoals koude naden en onvolledig gieten te vermijden. Ten slotte zorgt een nauwgezet reinigingsproces ervoor dat het afgekoelde gietstuk onbeschadigd uit de mal wordt verwijderd, waardoor een oppervlak ontstaat dat vrij is van oorspronkelijke defecten.
Ontwerp, gebreken en dichtheid: het waarborgen van structurele integriteit
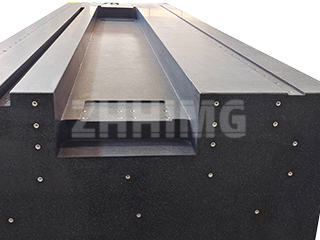
Een hoogwaardig gietijzeren platform is ontworpen om lang mee te gaan. Ze zijn over het algemeen enkelzijdig of doosvormig, met een werkoppervlak dat meestal vierkant of rechthoekig is. De structurele integriteit is sterk afhankelijk van elementen zoals zijwanden en verstevigingsribben, die nauwkeurig gedimensioneerd moeten zijn op basis van het vereiste draagvermogen en de gewenste kwaliteit. De hoogte van deze verstevigingsribben – of het nu halfribben, volle ribben of platte ribben zijn – zorgt voor de noodzakelijke spanning en ondersteuning.
Zelfs met de meest strenge gietcontroles kunnen er kleine defecten voorkomen. Voor platforms met een nauwkeurigheid lager dan klasse "0" staan de industrienormen het repareren van kleine zandgaten (diameter kleiner dan 14 mm) toe met hetzelfde materiaal, mits de hardheid van het reparatiemateriaal lager is dan die van het omringende ijzer. Het werkoppervlak moet echter uiteindelijk vrij zijn van grote gebreken, waaronder scheuren, porositeit, slakinsluitingen en krimpholtes, en het gietoppervlak moet glad zijn met een goed hechtende verf. Het is van cruciaal belang om een platform te kiezen dat een natuurlijke veroudering of kunstmatige warmtebehandeling heeft ondergaan, aangezien deze processen interne spanningen verminderen en toekomstige diagonale vervorming voorkomen.
Installatie en onderhoud: behoud van precisie
Een gietijzeren platform, ongeacht de kwaliteit, is slechts zo nauwkeurig als de installatie ervan. Het moet horizontaal waterpas worden gezet, waarbij de belasting gelijkmatig over alle steunpunten wordt verdeeld. Dit wordt doorgaans bereikt met behulp van de verstelbare poten van een steunbeugel. Dit nivelleringsproces, uitgevoerd met een zeer nauwkeurige elektronische waterpas of framewaterpas, is cruciaal voor het behalen van de beoogde nauwkeurigheid.
Om de precisie te behouden, is de omgeving cruciaal. De werktemperatuur moet rond de 20℃ (± 5℃) worden gehouden en trillingen moeten strikt worden vermeden. Voordat met de werkzaamheden wordt begonnen, moet het oppervlak zorgvuldig worden gereinigd om resterend zand, bramen, olie en roest te verwijderen, aangezien zelfs kleine verontreinigingen de nauwkeurigheid kunnen beïnvloeden. Een hoge microkwaliteit, oftewel een glad oppervlak, is essentieel voor een lange levensduur.
Bij correct gebruik en zorgvuldige opslag – waarbij vochtige, corrosieve of extreme temperaturen vermeden moeten worden – kan de precisie van het werkoppervlak van een gietijzeren platform twee jaar of langer behouden blijven. De platformconstructie zelf kan tientallen jaren meegaan. Mocht de precisie afnemen, dan kan deze volledig worden hersteld door deskundige afstelling of oppervlaktebehandeling (schrapen). Regelmatige controle aan de hand van de kalibratiestandaard is verplicht, aangezien het gebruik van een inferieure plaat onvermijdelijk tot meetafwijkingen zal leiden en de kwaliteit van het eindproduct zal beïnvloeden.
Als essentieel onderdeel in de automobiel-, ruimtevaart-, instrumenten- en zware machine-industrie is het gietijzeren platform een bewijs dat precisie van de grond af aan wordt opgebouwd.
Geplaatst op: 31 oktober 2025